Cobalt-based alloy powders are commonly used in plasma transfer arc welding (PTAW) due to their excellent high-temperature properties and resistance to wear and corrosion. These alloys are typically composed of cobalt as the base metal, with various alloying elements such as chromium, tungsten, nickel, and carbon added to enhance specific properties. Co Powder,Cobalt 6 Powder,Cobalt 12 Powder,Cobalt 21 Powder Luoyang Golden Egret Geotools Co., Ltd , https://www.xtclasercladding.com
1 Control scope A control room is set up in the whole factory, and furnace, machine, and electric centralized control methods are adopted. Monitor the following:
CAO150 garbage disposal system;
Tail gas treatment device; garbage grab system; ash transport system; 3×11.5t/h waste heat boiler;
6MW Steam Turbine Generator Set; Deaerator Water Supply System; Decompression Desuperheater System; Chemical Water and Sewage Treatment System;
Power plant power plant; 66 kV networking system.
2 Control System Structure The whole plant adopts Computer Management Information System (SIS). The monitoring and control of power generation production process adopts DCS and real-time data query, report, printing and economic analysis of cost calculation and operation guidance. Its configuration is as follows:
Process station - CPU as the core, rely on I / O bus to connect the field I / O module and CPU module, the CPU is redundant configuration. Process stations are interconnected via Ethernet and factory control systems.
Operator Station - Composed of PC/PENTIUM to form WINDOWS95-based incoming interface with multimedia technology.
Engineer Station - Software configuration of process station and operator station, which can also be used as a tool to control system maintenance.
Printers - Analogue Crossing Limit Alarms and Switching Displacement Accidents Random Print. Other regular classes, daily newspapers and economic indicators are printed.
Microcomputer - used for the management of plant managers, chief engineers, and technical and financial departments.
Ethernet - with TCP/IP communication protocol, 10M baud rate.
3 Design Principles of Control Systems SIS systems are designed using network control and information sharing to reduce the number of sensors and cables.
The coordinated control between the boiler and the steam turbine adopts the machine-to-furnace operation mode (mainly waste incineration, supplemented by power generation).
There is a control chain for the fault-linked boiler of a steam turbine generator.
In order to reduce the number of operating personnel without sacrificing reliability, the electrical control of fans, pumps, and valves should be incorporated into the control system.
Since the SIS has a strong alarm and recording capability, it does not have a conventional recorder, but for a few extremely important measuring points, a conventional alarm is set.
Water source monitoring and control were incorporated into the SIS system.
The director, chief engineer, and financial manager enter the SIS system. The director and the chief engineer's office can monitor the operation status of the generator set and the surveillance of the camera area and the financial management in the relevant plant areas through the SIS system at any time to achieve office automation.
Financials through the computer for economic analysis, cost calculation, financial statements, the required data directly from the SIS system for inquiries.
The control system should be based on computer technology and network technology;
The control system should be open, and each sub-control system should be interconnected so as to form a unified system in terms of network control and sharing;
Due to the coordinated control between incinerators, waste heat boilers and turbine generators, it requires not only a strong loop control capability, but also a strong logic judgment ability to adapt to the transition of different working conditions in the coordinated control process.
4 Incinerators Controlled Air-Controlled Solid Waste Oxidation Incinerators (CAO) are also called CAO-type waste treatment systems, each equipped with a waste heat boiler and an exhaust gas treatment system.
CAO thermal decomposition technology is different from other (grate furnace, fluidized bed furnace) incineration methods, it is mainly after the waste is heated to decompose into combustible gas, the use of automatic control system to control the amount of oxygen to make the garbage in a combustion chamber negative oxygen Combustion, exhaustion of burned-in inert ash, combustion in the secondary combustion chamber of positive oxygen, automatic control of the air entering the combustion chamber, the temperature of the second combustion chamber is controlled at 1000 °C ~ 1100 °C, the use of water absorption boiler waste heat absorption The heat of the room produces steam and pushes the turbine generator.
Machine and furnace control can use A to control the waste incineration rate of the parent pipe;
B. Control the waste incineration rate according to the power generated by the turbine generator (according to the grid dispatching instructions). A and B can be switched to operate.
The combustion air of the incinerator is drawn from the garbage storage area, creating a negative pressure in the garbage area and preventing the odor from leaking from the garbage.
Tail gas treatment uses BP-60-14W device to monitor tail gas emissions (SO2, etc.).
5 Waste Heat Boiler Control Drum Water Level Adjustment Superheated Steam Temperature Adjustment Induced Draft Fan Air Damper Position Adjustment 6 Turbine Control Turbine is equipped with electric-hydraulic adjustment system WOODWARD505 to achieve speed adjustment, inlet steam pressure regulation, turbine start control, auxiliary generator automatic In the same period, the turbine parameters were displayed.
In addition, the DCS process station is provided with condenser water level control, deaerator pressure control, and deaerator tank water tank control.
Steam turbine safety chain control.
7 Factory power control range: Motor control task of the whole plant: When the electric circuit switch is set to "remote control", DCS controls its start and stop;
Loop current remote monitoring;
Motor status (operation, overload) monitoring and alarm;
Standby self-control of double (three) pump unit.
8 Factory site monitoring system is not easy to monitor in garbage dump buckets, etc. The installation of CCD camera is of great significance for labor protection in production safety.
At the important points of the power generation process (such as a combustion chamber, a two-combustion chamber, and drum water level), cameras are set up for monitoring by the control room operators.
In addition, CCD cameras are installed in the boiler room, turbo-generator room, garbage weighing area, and chemical processing area (designed unattended) so that operators can monitor.
The above industrial cameras are connected to the broadband network and work collaboratively with the DCS to perform multimedia processing and share the video images for the Internet and various computer nodes.
9 The feasibility design of this project has passed the review and preliminary design is now underway.
Because garbage power generation does not exist on the Internet bidding problem, the design of the bidding part of the SIS system is cancelled in the design. 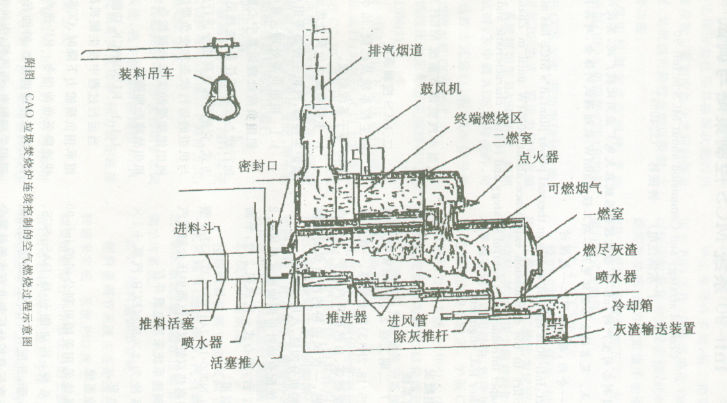
The use of cobalt-based alloy powders in PTAW offers several advantages, including:
1. High-temperature strength: Cobalt-based alloys exhibit excellent strength and resistance to deformation at elevated temperatures, making them suitable for welding applications that involve high heat.
2. Wear resistance: These alloys have a high hardness and resistance to wear, making them ideal for welding applications where the welded parts are subjected to abrasive or erosive conditions.
3. Corrosion resistance: Cobalt-based alloys offer good resistance to corrosion, making them suitable for welding applications in aggressive environments, such as those involving chemicals or saltwater.
4. Thermal conductivity: Cobalt-based alloys have good thermal conductivity, allowing for efficient heat transfer during welding and reducing the risk of heat-affected zone (HAZ) defects.
5. Compatibility with other materials: Cobalt-based alloys can be easily welded to a wide range of base metals, including stainless steels, nickel alloys, and other cobalt-based alloys, providing versatility in welding applications.
To use cobalt-based alloy powders for PTAW, the powder is typically fed into the plasma arc using a powder feeder. The powder is then melted by the high-temperature plasma arc and deposited onto the workpiece, forming a weld bead. The specific welding parameters, such as arc current, travel speed, and powder feed rate, will depend on the specific alloy and application requirements.
It is important to note that the selection of the cobalt-based alloy powder should be based on the specific welding application and the desired properties of the final weld. Different cobalt-based a
CAO waste power station control
Garbage power plants use the by-products of urban people's lives - garbage as fuel to heat water into steam to promote turbine generators. At present, there are 50.100.150.200 tons of CAO large-scale systems for the treatment of waste. Now we will introduce the control system of the household waste integrated treatment power station in Changchun City that treats 3 x 150 tons of incinerators and 1 6MW of turbine generators on a daily basis.